Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
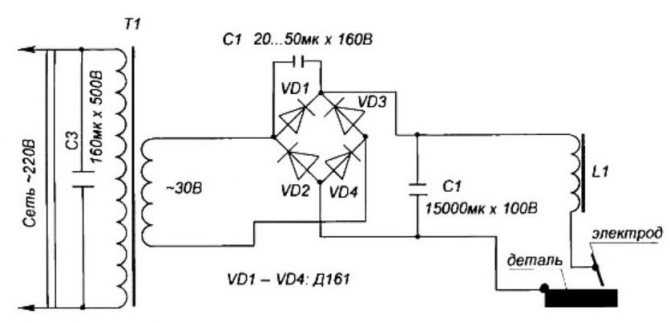
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Основные неисправности и методы их устранения
Сварочные трансформаторы – техника, поэтому в них всегда возможны отклонения и неисправности. Какой вариант действий предпринять при отсутствии адекватной работы устройства – следует смотреть по ситуации.
трансформатор сам по себе выключается: нужно проверить провода и их изоляцию, соединения и все детали – проблема чаще всего заключается в потере питания или прохудившейся электрической защите (короткие замыкания или пробои напряжения при его повышении во время включения); гудение превышает привычный уровень: следует подтянуть крепёж магнитопровода и катушек, проверить изоляцию – очень вероятно разбалтывание механики, или проверить режим сварки вплоть до типа и диаметра электрода; трансформатор стал сильно греться: переоценить режим его эксплуатации – скорее всего, сварка ведётся не по расчётным режимам, при повышенном токе и для слишком больших толщин, а также без соблюдения соотношения времени под нагрузкой и времени остывания; контакты перегреваются: следует зачистить все соединения (после отключения аппарата из сети), плотно собрать их и обновить при необходимости провода – к этому приводит ухудшение примыкания в соединениях; сварочный ток оказывается выше или ниже расчётного: проверить настройки аппарата по части регулирующих компонентов, задействовать стабилизатор – ток создают именно они; сварочный ток слабо регулируется: регулирующий компонент (дроссель, обмотки) следует проверить на отсутствие механических повреждений или пробоя напряжения; сварочная дуга гаснет и сложно зажигается вновь: проверка всей электроцепи с особым вниманием к изоляции и состоянию соединений – скорее всего, где-то есть короткое замыкание; после снятия нагрузки трансформатор потребляет огромное количество энергии: полная проверка обмоток – очень вероятно замыкание между отдельными проводами. Определение неисправности следует делать при снятом напряжении и после отключения от источника питания
Если после проверки этих вариантов действий всё равно остались неисправности, ответ дадут в электротехнической мастерской
Определение неисправности следует делать при снятом напряжении и после отключения от источника питания. Если после проверки этих вариантов действий всё равно остались неисправности, ответ дадут в электротехнической мастерской.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
Используют старый ЛАТР (автотрансформатор)
Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке
Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.

Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
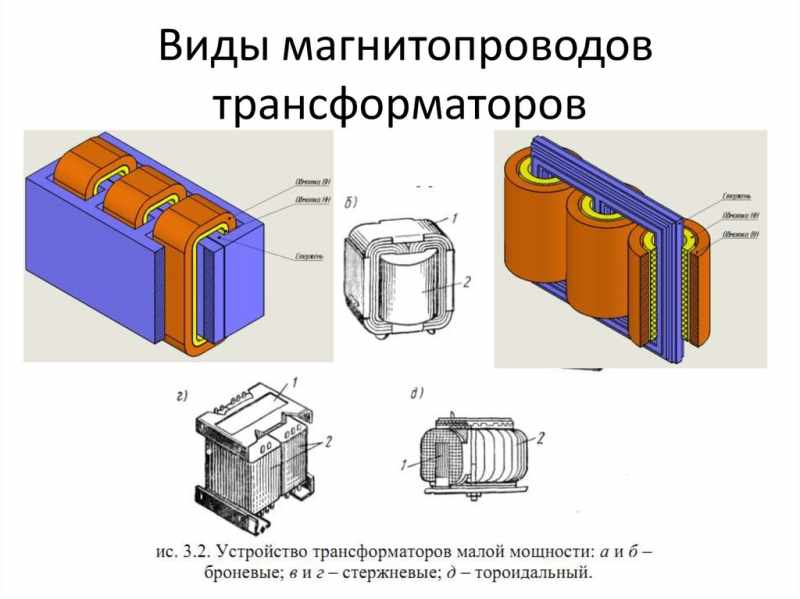
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
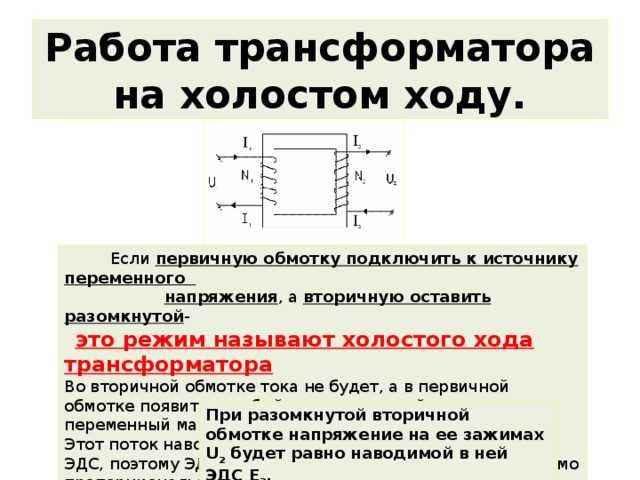
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:

Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.



Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
- Сетевому напряжению (220 или 380 В) на рабочем месте.
- Напряжению при холостом ходе не более 70 В. Но при низком значении будет трудней зажигать дугу.
- Входной и выходной мощности. Чем меньше разница между ними, тем больше КПД трансформаторного сварочного аппарата.
- Номинальному сварочному току. У моделей бытового назначения значение не превышает 200 А, полупрофессиональные рассчитаны на 300 А, а промышленные до 1000 А.
- Диапазону регулировки. Бытовые модели способны изменять ток в пределах 50 — 200 А.
- Длительности непрерывной работы. Бытовыми аппаратами можно сваривать без перекура 15 — 20 мин, а промышленными до нескольких часов.
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Рекомендации
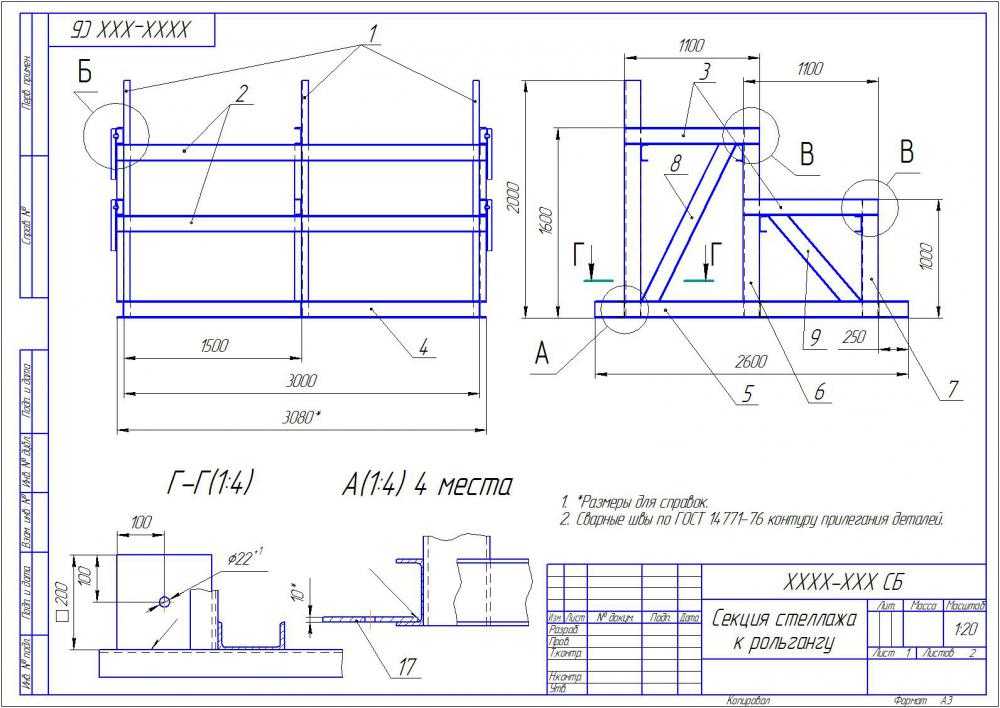
Очень важно перед началом работы иметь полный комплект чертежей. Это позволяет точнее определить вид сварки, вариант соединений. Стоит вникать в требования к каждому узлу металлоконструкции
Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится
Стоит вникать в требования к каждому узлу металлоконструкции. Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится.

Практика показывает, что созданные таким образом конструкции стремительно разрушаются. Бояться сложностей не нужно — те, кто один раз выполнили всю работу от и до, вскоре начнут делать ее «на автомате». Перед началом сварки стоит принимать все меры против смещения отдельных частей. Но эти меры не всегда эффективны, и потому следует обязательно давать свариваемым частям свободно двигаться без деформации.
Подробнее о том, как осуществялется сварка металлоконструкций, смотрите в видео ниже.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Как рассчитать количество витков первичной обмотки?
Да сих пор мы исходили из посыла, что первичная обмотка цела. А что делать, если она оказалась оборванной или сгоревшей дотла?
Оборванную обмотку можно размотать, восстановить обрыв и намотать заново. А вот сгоревшую обмотку придётся перемотать новым проводом.
Конечно, самый простой способ, это при удалении первичной обмотки посчитать количество витков.
Если нет счётчика, а Вы, как и я, используете приспособление на основе ручной дрели, то можно вычислить величину редукции дрели и посчитать количество полных оборотов ручки дрели. До тех пор, пока мне не подвернулся на базаре счётчик оборотов, я так и делал.
Но, если обмотка сильно повреждена или её вообще нет, то можно рассчитать количество витков по приведённой формуле. Эта формула валидна для частоты 50 Герц.
ω = 44 / (T * S)
ω – число витков на один вольт,
44 – постоянный коэффициент,
T – величина индукции в Тесла,
S – сечение магнитопровода в квадратных сантиметрах.
Пример.
Сечение моего магнитопровода – 6,25см².
Магнитопровод витой, броневой, поэтому я выбираю индукцию 1,5 Т.
44 / (1,5 * 6,25) = 4,693 вит./вольт
Определяем количество витков первичной обмотки с учётом максимального напряжения сети:
4,693 * 220 * 1,05 = 1084 вит.
Допустимые отклонение напряжения сети принятые в большинстве стран: -10… +5%. Отсюда и коэффициент 1,05.
![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://mirtepla-uu.ru/wp-content/uploads/3/d/8/3d87ba42345689d9a895813bb7681445.jpeg)

Величину индукции можно определить по таблице.
| Тип магнитопровода | Магнитная индукция max (Тл) при мощности трансформатора (Вт) | ||||
| 5-15 | 15-50 | 50-150 | 150-300 | 300-1000 | |
| Броневой штампованный | 1,1-1,3 | 1,3 | 1,3-1,35 | 1,35 | 1,35-1,2 |
| Броневой витой | 1,55 | 1,65 | 1,65 | 1,65 | 1,65 |
| Тороидальный витой | 1,7 | 1,7 | 1,7 | 1,65 | 1,6 |
Не стоит использовать максимальное значение индукции, так как оно может сильно отличаться для магнитопроводов различного качества.
Страницы
3
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Выбор сварочного аппарата и комплектующих
Важным фактором при эксплуатации является напряжение в сети. На производстве и в бытовых условиях напряжение различается (380 и 220V соответственно). В случае скачков сварочный аппарат сгорит. Решением проблемы является сварочный инвертер (преобразователь напряжения).
Стоит помнить, что характер тока зависит и от металла, который будет свариваться. Для работы с железом подойдет простой сварочный аппарат.
Сварочные выпрямители необходимы при работе с чугуном и цветными металлами, ведь здесь необходим постоянный ток.
Полуавтомат нужен для работы на тонком металле, где нужны более качественные швы; с таким материалом, как кузов автомобиля, или, например, в работе с алюминиевыми сплавами, нержавеющей легированной или низкоуглеродной сталью и проч.
Важно помнить, что критерием качества и надежности не является вес или размер сварочного аппарата. Современное оборудование имеет в два-три раза меньшие размеры при эквивалентной пользе, зато смена места осуществления работ может быть в достаточной мере затруднена тяжелым и громоздким аппаратом
Современное оборудование имеет в два-три раза меньшие размеры при эквивалентной пользе, зато смена места осуществления работ может быть в достаточной мере затруднена тяжелым и громоздким аппаратом.
Важно знать такой компонент в работе со сварочным аппаратом, как продолжительность включения, сокращенно «ПВ»
Принимая во внимание, что угроза перегрева достаточно существенно влияет на рабочее время, при выборе модели аппарата следует выяснить, каковы параметры ПВ. Эти данные указываются в паспорте устройства
Продолжительность включения – это отношение времени работы ко времени его охлаждения, оно указывается в процентах. Время работы на импортном оборудовании и оборудовании производства России отличаются. Значение ПВ зависит от силы сварочного тока в пропорции: меньше сила тока – выше значение, больше сила тока – меньше значение, – а также зависит от внешней температуры.
Выходной ток (выходное напряжение) влияет на то, с металлом какой толщины можно работать. Чем выше выходной ток, тем с более толстым металлом можно проводить работу.
Следует помнить о перегреве обмоток аппарата, так как они значительно нагреваются при высоких параметрах. Чем чаще аппарат будет нагреваться, тем чаще его придется оставлять для охлаждения. А значит, рабочее время будет меньше, а время простоев – больше.
Многие компании, производящие и поставляющие запчасти для ремонта сварочного оборудования, участвуют на выставках «Металлообработка» и «Технофорум».
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Виды сварных конструкций из металла.
Металлоконструкции — это то, без чего очень сложно себе представить самое современное строительное производство. Наряду с железобетоном, они являются наиболее частым решением для промышленных, общественных и гражданских зданий и сооружений, машиностроения и других отраслей промышленности.
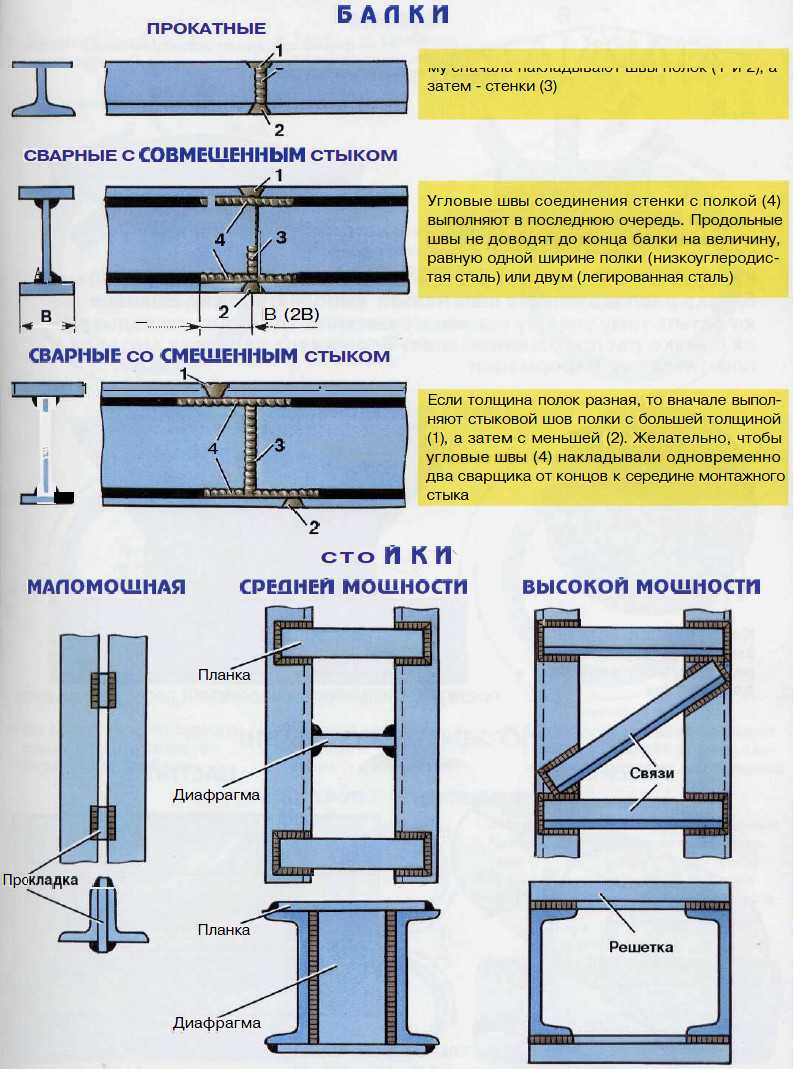
Наиболее частыми видами строительных металлических сварных конструкций стали:
- Колонны.
- Балки.
- Связи.
- Обечайки.
- Корпуса.
- Стержневые.
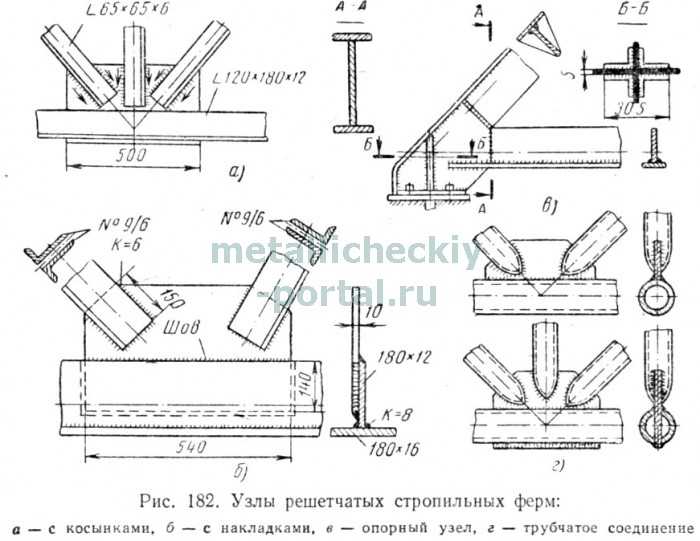
- Решетчатые.
- Фермы.
- Сварные опоры (для трубопроводов или оборудования).
- Листовые.
Поговорим более подробно о некоторых сварных металлоконструкциях. Их производство осуществляется на предприятиях, изготавливающих металлоконструкции и прямо на строительно-ремонтной площадке.
На чем базируется расчет сварочного трансформатора
Основными положениями, на которых состоит расчет трансформатора для сварочного полуавтомата сварочного аппарата, являются те, на которых основан принцип его действия. Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
- U2 – напряжение, которое имеется на вторичной обмотке;
- I2 – максимальный сварочный ток, который может выдать аппарат.
После этого можно перейти к сердечнику. Это центральная часть как простого сварочного аппарата, так и полуавтоматического. Состоит он из металлических пластин. Эти пластины в совокупности могут выдержать определенную нагрузку параметров тока. Данный параметр называется «габаритная мощность». Здесь имеется прямая зависимость от того, какие размеры занимает сердечник. Вычислить габаритную мощность можно зная такие параметры как напряжение холостого хода сварочного трансформатора. Рассчитать все это можно при помощи формулы Uхх = U2S. В данном случае S является площадью сечения вторичной обмотки. Чтобы узнать зависимость площади от диаметра используемого проводника, то следует использовать формулу S = πd 2 /4.
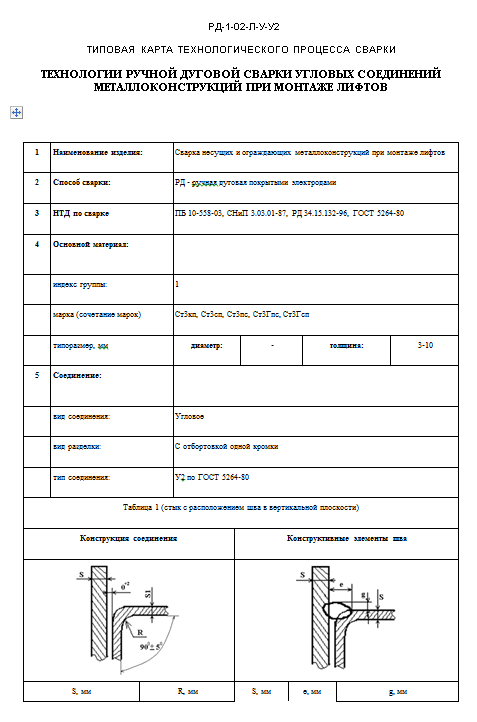
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.


Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
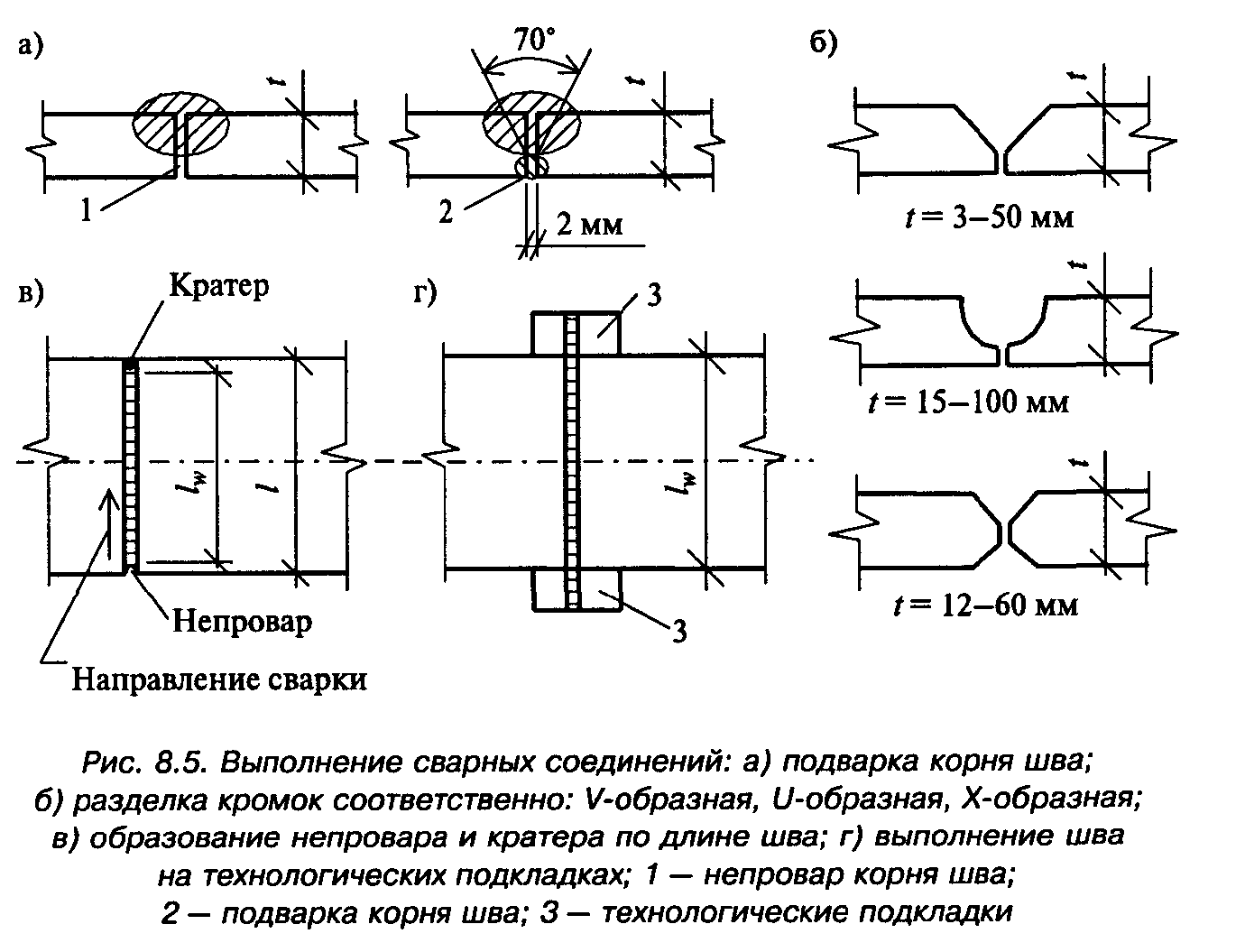
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.

Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
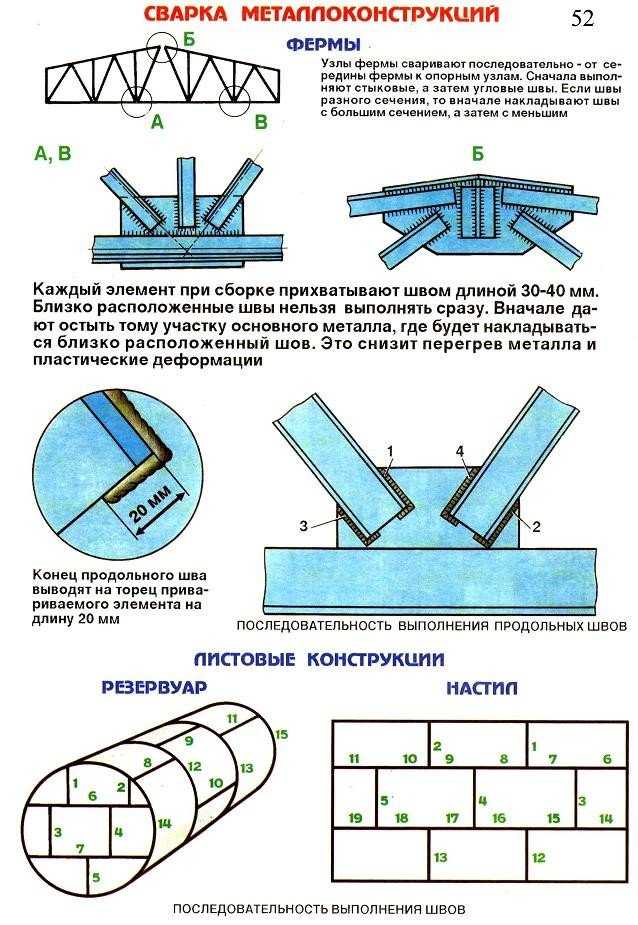
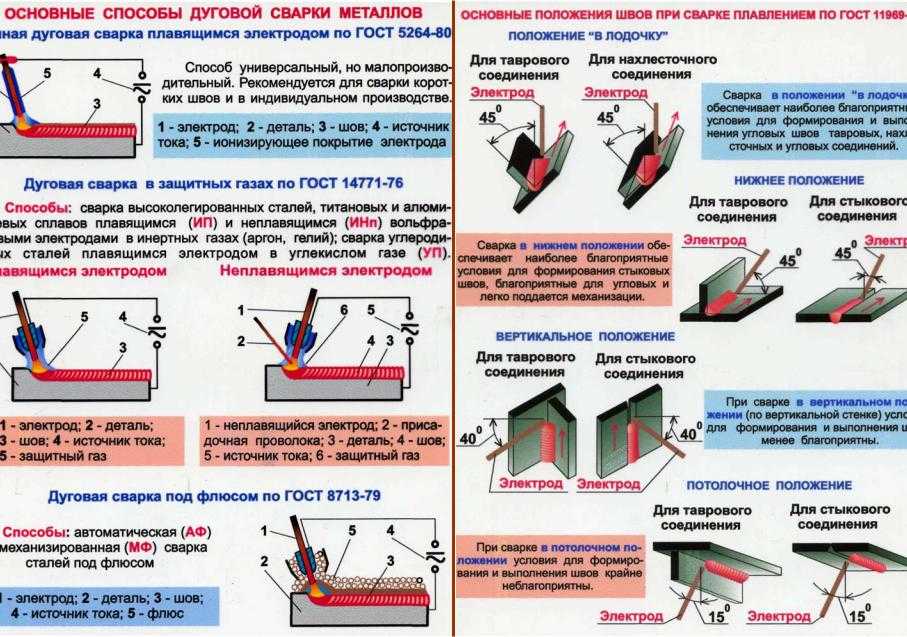
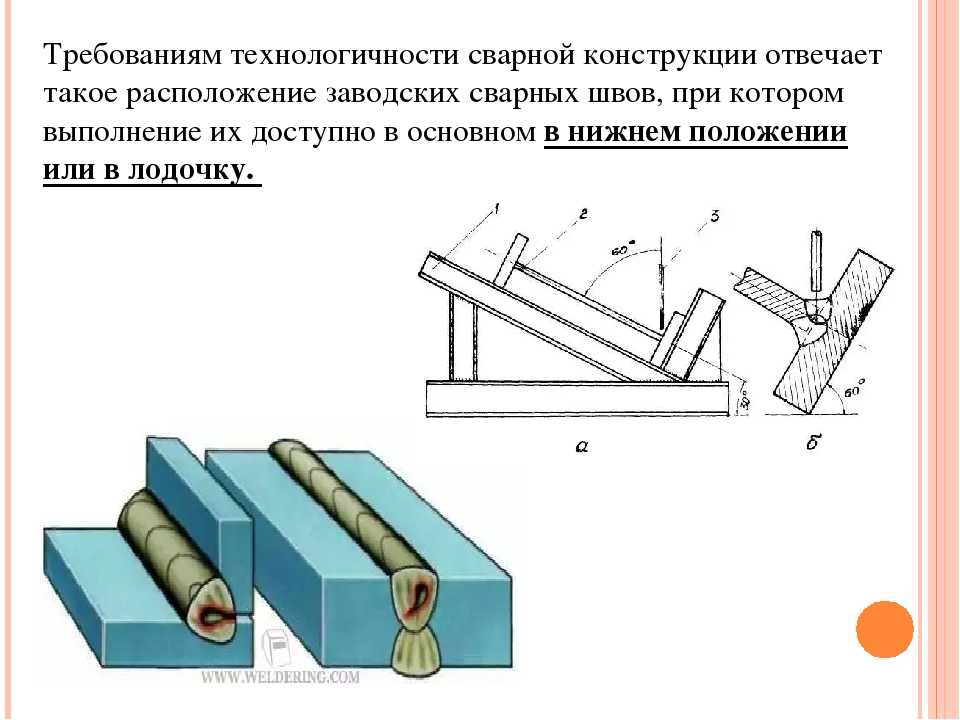
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке – нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».
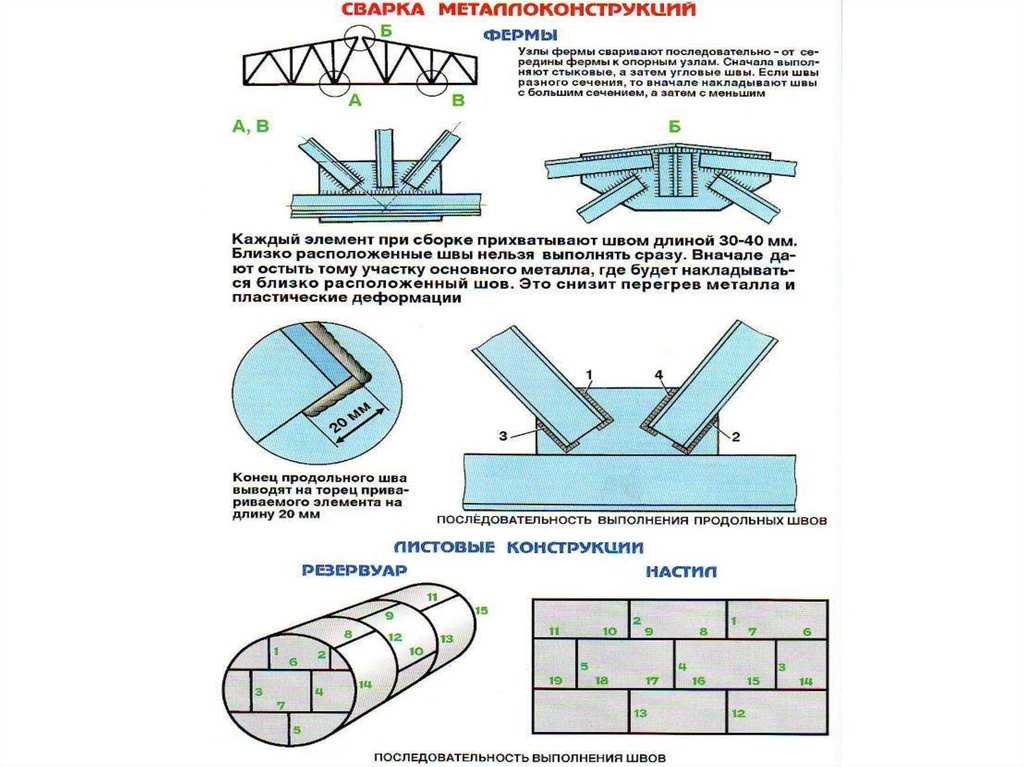
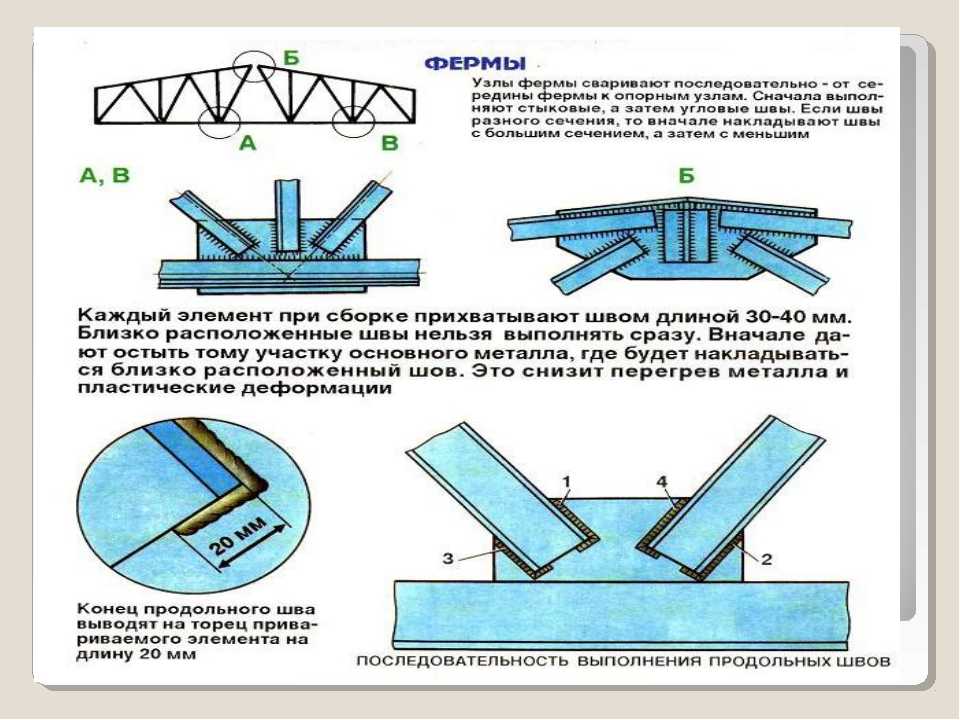
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.