Сталь 40Х
18.06.2016
Сталь 40Х является конструкционной углеродистой легированной сталью.
После закалки и соответствующего отпуска, Сталь 40Х приобретает высокую прочность при одновременном сохранении достаточной пластичности, позволяющей применять её при производстве валов-шестерен первой ступени редукторов типа РМ, таких как редуктор РМ 250, редуктор РМ 350, редуктор РМ 750, редуктор РМ 850 и редуктор РМ 1000. Также из Стали 40Х изготовлены зубчатые колёса редукторов типа Ц2Н. Это редуктор Ц2У 400, редуктор Ц2Н 450, редуктор Ц2Н 500, редуктор Ц2Н 630 и редуктор Ц2Н 710. Все подробные характеристики этих механизмов приведены в нашем каталоге.
Химический состав стали
Основные показатели химического состава Стали 40Х оговорены в её маркировке – от 0,36 до 0,44%, а буква Х означает присутствие легирующего элемента – хрома, доля которого в составе от 0,8 до 1,1%. Ниже приведён полный состав:
- железо (Fe) – до 97%;
- кремний (Si) – от 0,17 до 0,37%;
- марганец (Mn) – от 0,5 до 0,8%;
- никель (Ni) – до 0,3%;
- сера (S) – до 0,035%;
- фосфор (P) – до 0,035%;
- хром (Cr) – от 0,8 до 1,1%;
- медь (Cu) – lдо 0,3%;
Существующие ГОСТы на Сталь 40Х
Ввиду большого разнообразия существующего проката и заготовок из Стали 40Х, качество и характеристики всего выпускаемого ассортимента регламентируются следующими ГОСТами:
- круг Саль 40Х ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный;
- круг Сталь 40Х ГОСТ 7417-75 круг (пруток) калиброванный;
- круг Сталь 40Х ГОСТ 14955-77 круг (пруток) со специальной отделкой поверхности (серебрянка);
- шестигранник Сталь 40Х ГОСТ 2879-2006 (ГОСТ 2879-88) шестигранник горячекатаный;
- шестигранник Сталь 40Х ГОСТ 8560-78 шестигранник калиброванный;
- лист Сталь 40Х ГОСТ 19903-74 прокат листовой горячекатаный;
Сталь 40Х. Механические свойства
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | НВ, не более |
| 4543-71 | Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло | 25 | 780 | 980 | 10 | 45 | 59 | ||
| 8479-70 | Поковки: | 500-800 | 245 | 245 | 470 | 15 | 30 | 34 | 143-179 |
| нормализация | 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 | |
| закалка, отпуск | 500-800 | 275 | 275 | 530 | 13 | 30 | 29 | 156-197 | |
| нормализация | до 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
| 100-300 | 14 | 35 | 34 | ||||||
| закалка, отпуск | 300-500 | 315 | 315 | 570 | 12 | 30 | 29 | 167-207 | |
| 500-800 | 11 | 30 | 29 | ||||||
| нормализация | до 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 17 | 40 | 54 | |||||
| 300-500 | 14 | 38 | 49 | ||||||
| закалка, отпуск | до 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | |
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 |
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (кДж / м2) | HB |
| Закалка 840-860 °С, вода, масло. Отпуск 580-650 °С, вода, воздух. | ||||||
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
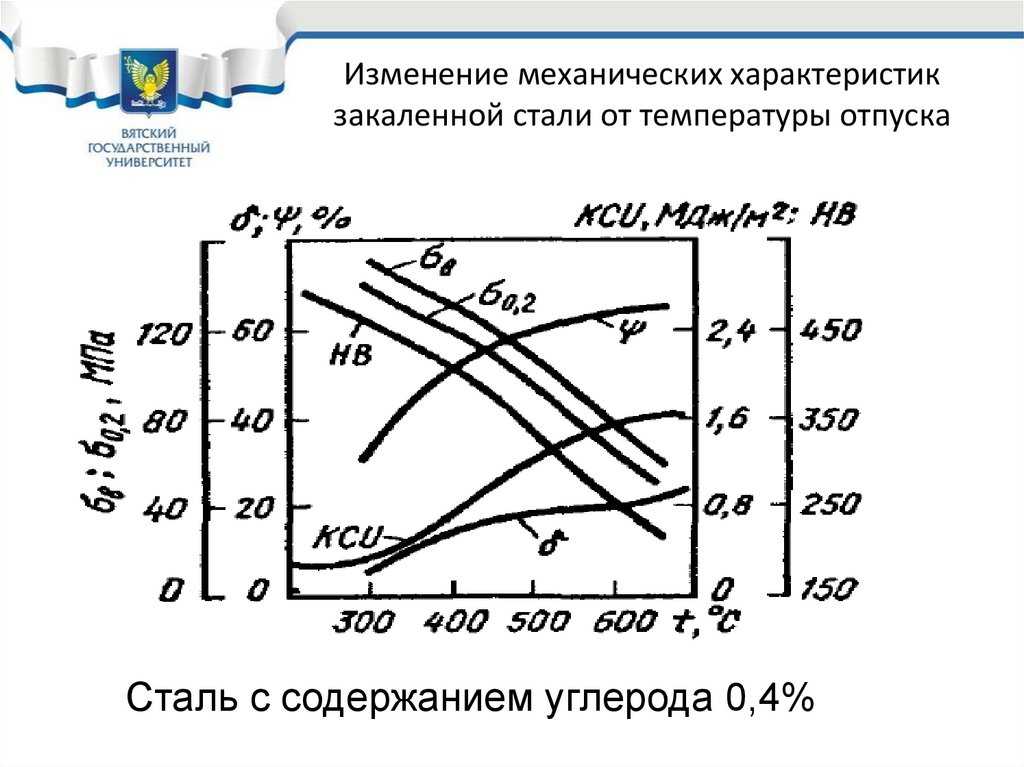
Механические свойства Стали 40Х в зависимости от температуры отпуска
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | HB |
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 |
Механические свойства при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| Закалка 830 °С, масло. Отпуск 550 °С | |||||
| 200 | 700 | 880 | 15 | 42 | 118 |
| 300 | 680 | 870 | 17 | 58 | |
| 400 | 610 | 690 | 18 | 68 | 98 |
| 500 | 430 | 490 | 21 | 80 | 78 |
| Образец диаметром 10 мм, длиной 50 мм кованый и отожжённый. Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с | |||||
| 700 | 140 | 175 | 33 | 78 | — |
| 800 | 54 | 98 | 59 | 98 | |
| 900 | 41 | 69 | 65 | 100 | |
| 1000 | 24 | 43 | 68 | 100 | |
| 1100 | 11 | 26 | 68 | 100 | |
| 1200 | 11 | 24 | 70 | 100 |
Предел выносливости
| σ-1, МПА | J-1, мПа | n | Состояние стали |
| 363 | 240 | 106 | σв=690 МПа |
| 470 | 106 | σв=690 МПа | |
| 509 | 5*106 | σ0,2=690 МПа, σв=690 МПа | |
| 333 | σв=690 МПа | ||
| 372 | Закалка 860 °С, масло, отпуск 550 °С |
Ударная вязкость Стали 40Х KCU (Дж/см.кв.)
| Т= +20 °С | Т= -25 °С | Т= -40 °С | Т= -70 °С | Термообработка |
| 160 | 148 | 107 | 85 | Закалка 850 °С, масло, отпуск 650 °С |
| 91 | 82 | 54 | Закалка 850 °С, масло, отпуск 580 °С |
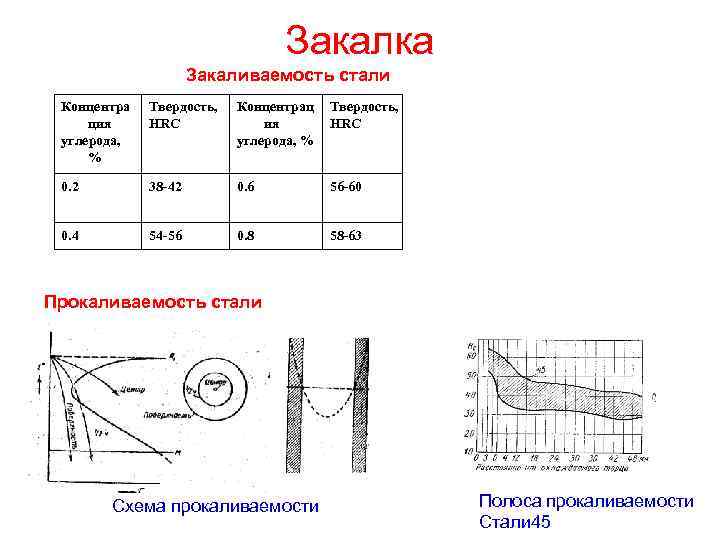
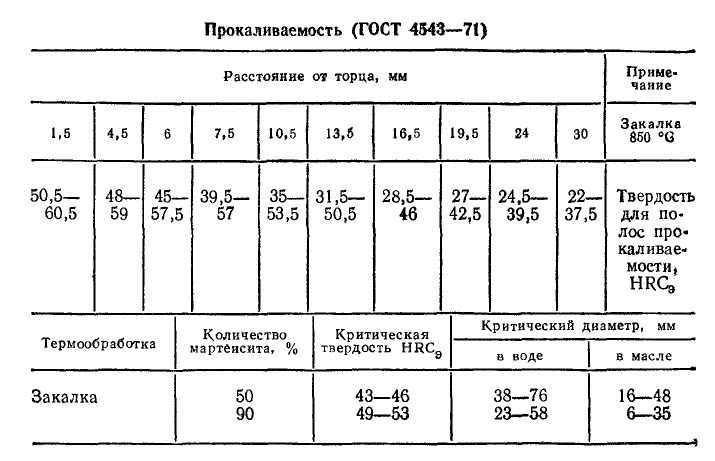
Прокаливаемость стали по ГОСТ 4543-71
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 4,5 | 6 | 7,5 | 10,5 | 13,5 | 16,5 | 19,5 | 24 | 30 | Закалка 860 °С |
| 20,5-60,5 | 48-59 | 45-57,5 | 39,5-57 | 35-53,5 | 31,5-50,5 | 28,5-46 | 27-42,5 | 24,5-39,5 | 22-37,5 | Твердость для полос прокаливаемости, HRC |
Назначение и виды отжига.
Отливка, ковка, прокатка, сварка стали сопровождаются ее неравномерным охлаждением. Это приводит к образованию структурных и химических неоднородностей, внутренних напряжений. Детали приобретают неоднородные свойства.
Отжиг необходим для их коррекции. Цель операции – добиться равновесной, устойчивой структуры в стали.
В результате отжига снижается внутреннее напряжение, металл становится менее прочным, но более пластичным и вязким. Это упрощает процессы его обработки резкой и давлением, корректирует структуру сварных швов, подготавливает заготовку к дальнейшей термообработке. Охлаждают металл при отжиге медленно: от 300 до 1000 С в час.
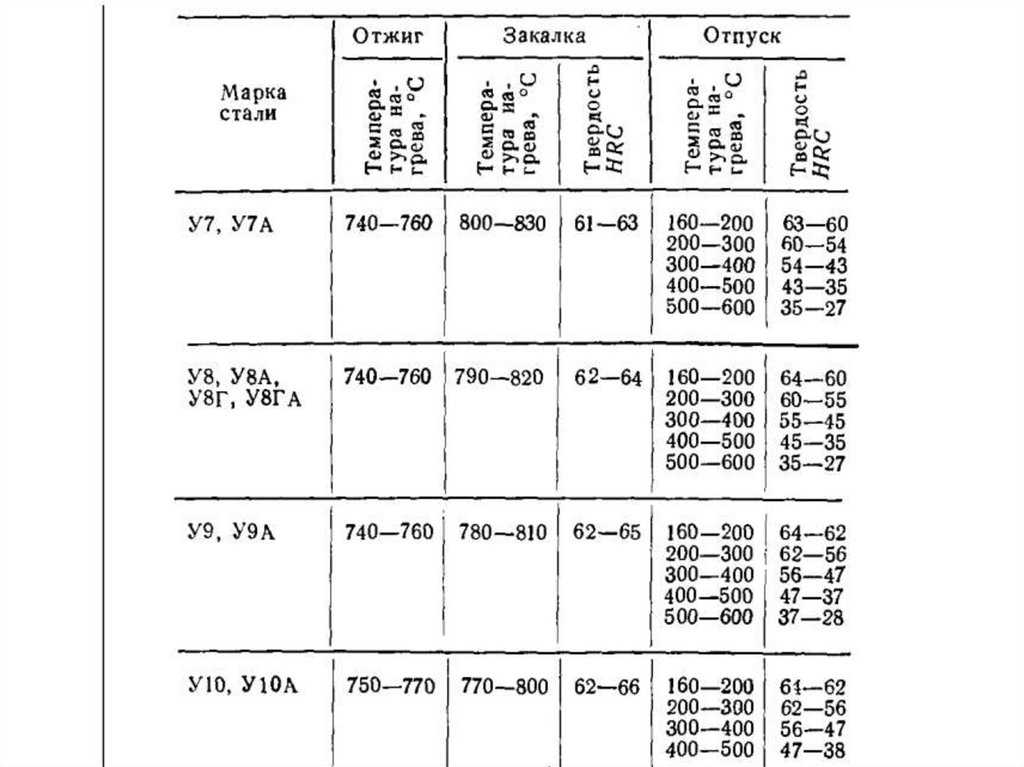
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Для чего нужна закалка и отпуск стали

Как правило, изделия из стали поступают в широкую продажу уже после закалки. Закалка производится в специальных печах на металлургических комбинатах и является завершающим этапом подготовки металла к изготовлению из него различных изделий (поварских и охотничьих ножей, ножниц, хирургических инструментов).
Современные технологии позволяют осуществить эту процедуру быстро и безопасно, при этом изделие не становится хрупким от резкого перепада температур
Как правило, у печей, которые установлены в заводских и фабричных цехах на сталелитейных фабриках, предусмотрено несколько режимов работы, поэтому охлаждение изделия происходит постепенно (а это очень важно для сохранения структуры металла). Довольно часто используется азотирование
Главный минус этих методов заключается в том, что они непригодны для использования дома. Тем не менее часто возникают ситуации, когда изделия из стали, купленные в специализированном магазине, нуждаются в дополнительной обработке, а именно в укреплении. Закалка стали с последующим отпуском необходима, потому что:
- Изделие, которое подвергалось термической обработке, надолго сохранит свою твердость;
- Закалка — прекрасная защита от коррозии металла. Эксперты утверждают, что вероятность появления ржавчины на закаленных изделиях значительно снижается;
- Колющие и режущие предметы, закаленные дома или на заводе (фабрике), начинают лучше выполнять свою основную функцию. Они становятся острее и долго не затупляются, даже при активном использовании;
- Термическая обработка оказывает положительное влияние и на внешний вид изделия из металла.
Чаще всего для изготовления изделий, необходимых в быту, используется металл марки АЦ40ХМ. Для машиностроения чаще всего применяется марка 40ХГМ. Для изготовления хирургических инструментов — металл марки 40х. Закалка металла в домашних условиях, при соблюдении всех технологий, не менее эффективна, чем укрепление стали на производстве.
Во время работы с металлом, особенно при высоких температурах и при наличии источников открытого огня, следует безукоризненно соблюдать технику безопасности. Это касается как рабочего в сталелитейном цехе, так и домашнего мастера.
Эксперты категорически не рекомендуют закалять сталь с использованием химических веществ, так как есть риск получить серьезные ожоги или тяжелое отравление. Дома лучше всего использовать термический способ укрепления стальных изделий, когда молекулы металла плотнее притягиваются друг к другу благодаря активному выделению тепловой энергии. Все работы нужно проводить на открытом воздухе или в специально оборудованном помещении.


Основные преимущества
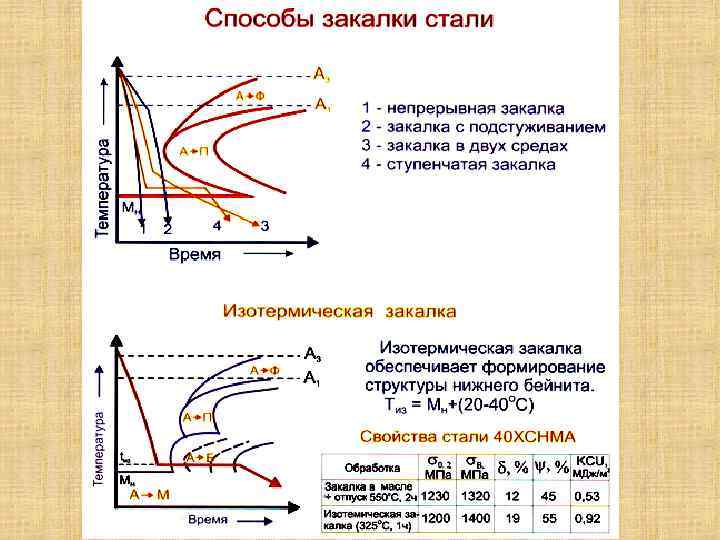
Закалять металл можно и самостоятельно. Главное — не забыть об отпуске металла, который нужно обязательно провести после закалки и нормализации температуры. Иногда эта процедура также называется «отжиг». Большой популярностью пользуется процедура укрепления металла при помощи масла или так называемая «закалка в двух средах» — в воде и масле. Но человеку, не имеющему опыта, не стоит браться за закалку с использованием горячих жидкостей, так как при нарушениях техники безопасности можно получить серьезную травму.
Отсутствие отпуска металла после закалки часто приводит к тому, что из-за резкого перепада температур металл становится тверже, но более хрупким и ломким. Если закаливание происходит на заводе, процедура отпуска происходит в полном соответствии с нормативами ГОСТ.
Вот основные преимущества закаливания стали в домашних условиях:
- Для работы не понадобится специальное оборудование. Подойдет обычный костер или же газовая горелка;
- Термическая обработка не занимает много времени. Если металл закаливают на костре, степень закалки легко определить по внешнему виду помещенного в огонь изделия;
- Для выполнения этой процедуры не понадобится много места. Можно развести костер или установить муфельную печку в дальнем уголке дачного участка, чтобы никому не мешать;
- Дома можно закаливать стальные предметы любого размера: от больших пил и топоров до маленьких, тонких хирургических инструментов.
Если в качестве источника открытого огня используется костер, закаливание стали нужно проводить в безветренную погоду, чтобы случайный порыв ветра не стал причиной пожара. Нужно обязательно защитить глаза специальными очками, так как длительное наблюдение за ярким пламенем может отрицательно сказаться на зрении. Также необходимо надеть спецодежду, сделанную из материала, устойчивого к возгоранию.
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
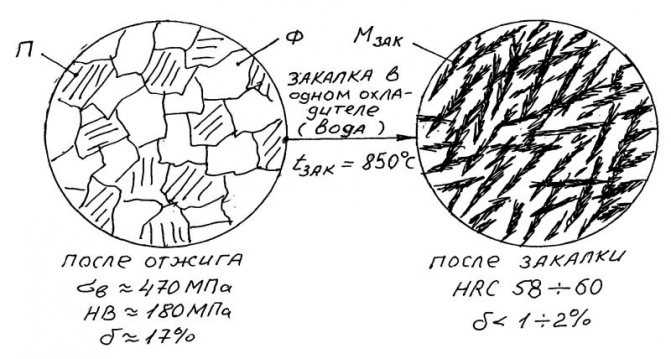
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
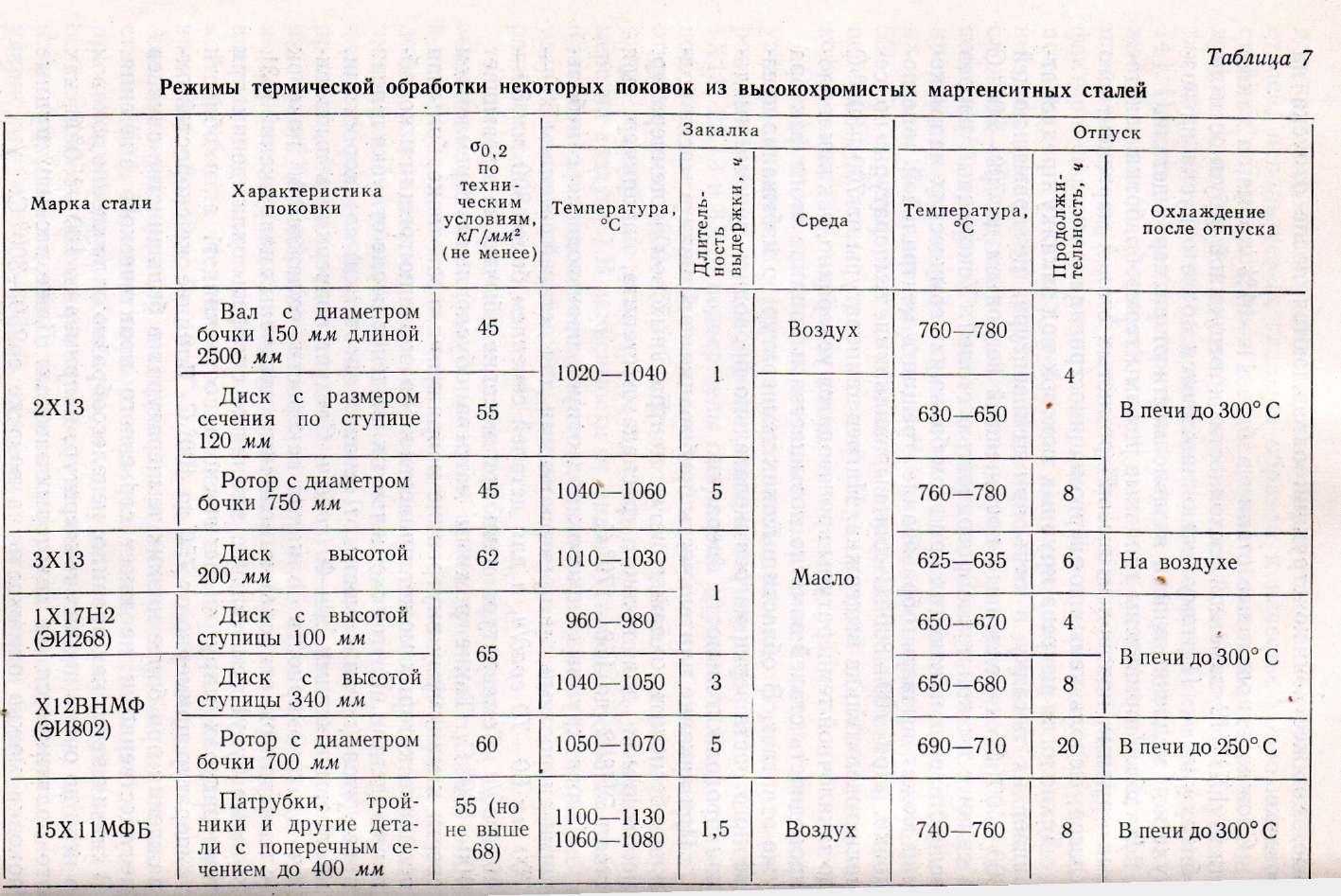
Объемная закалка стали 40х
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали. Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования.
В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.
Сталь 40Х
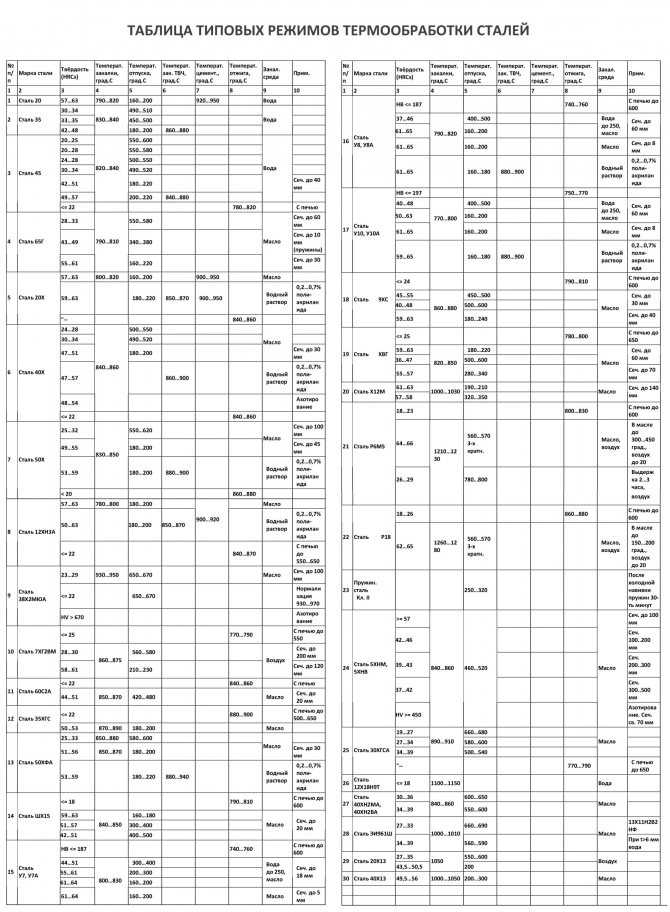
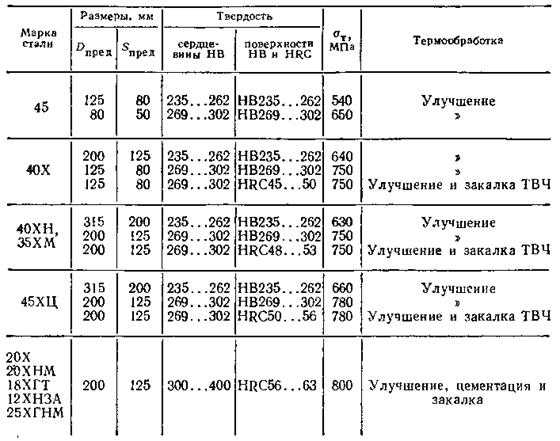
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
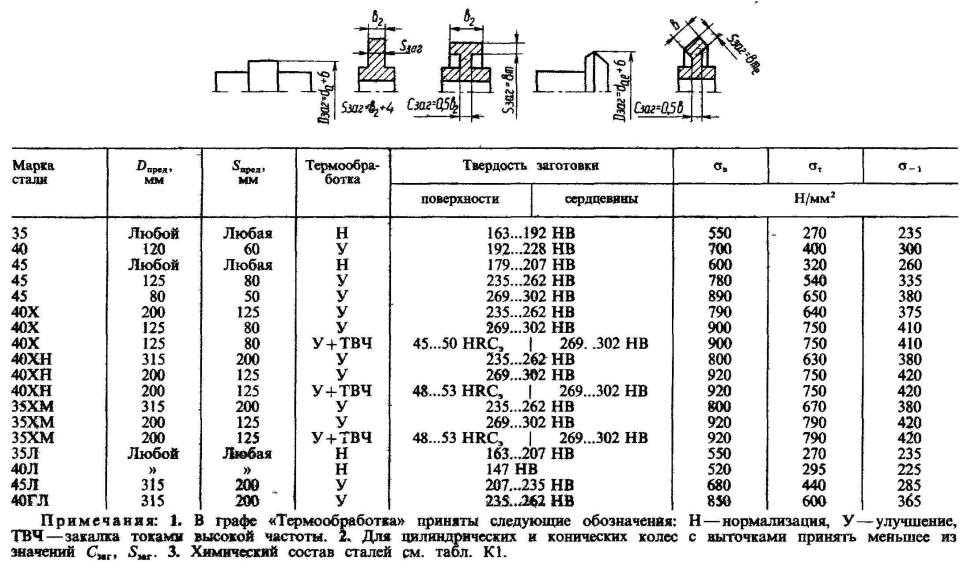
- Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
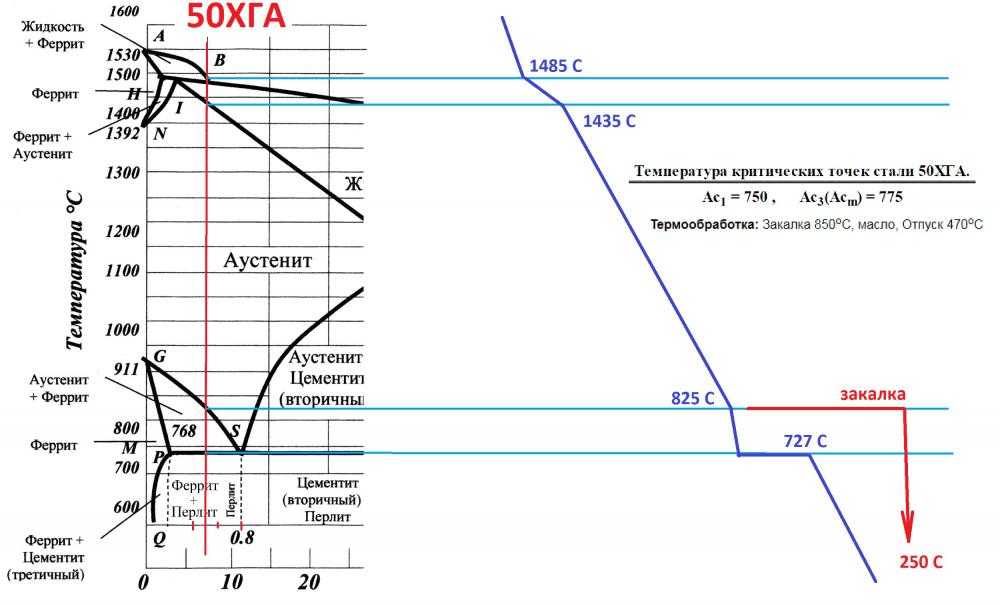
- Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
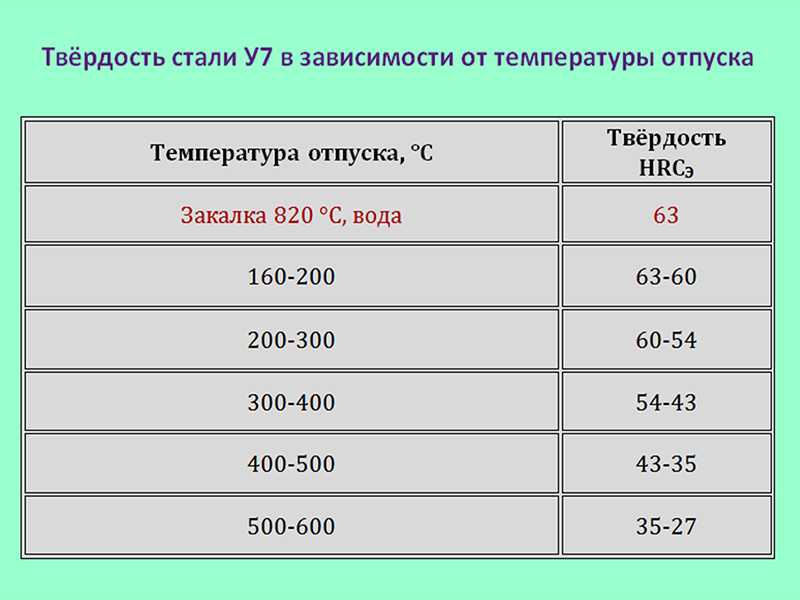
- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
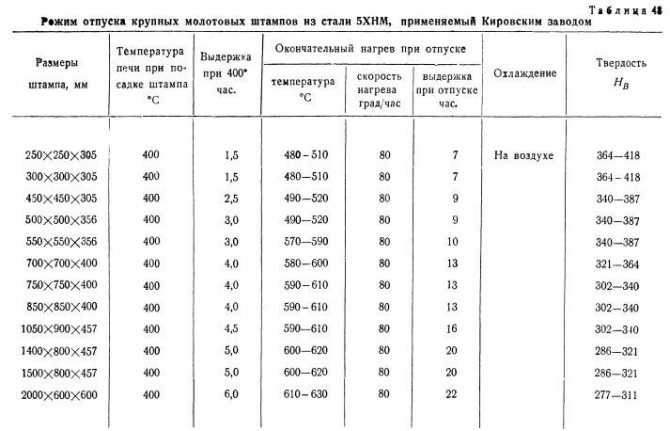
Процесс закалки
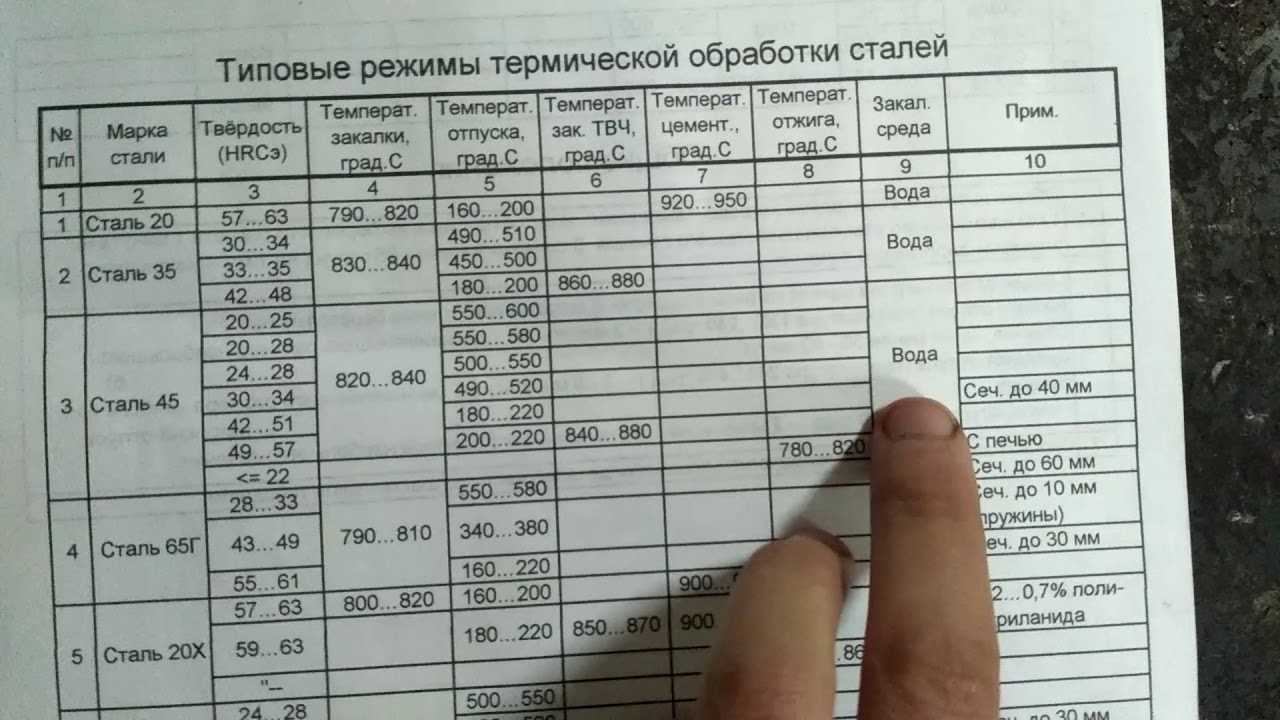
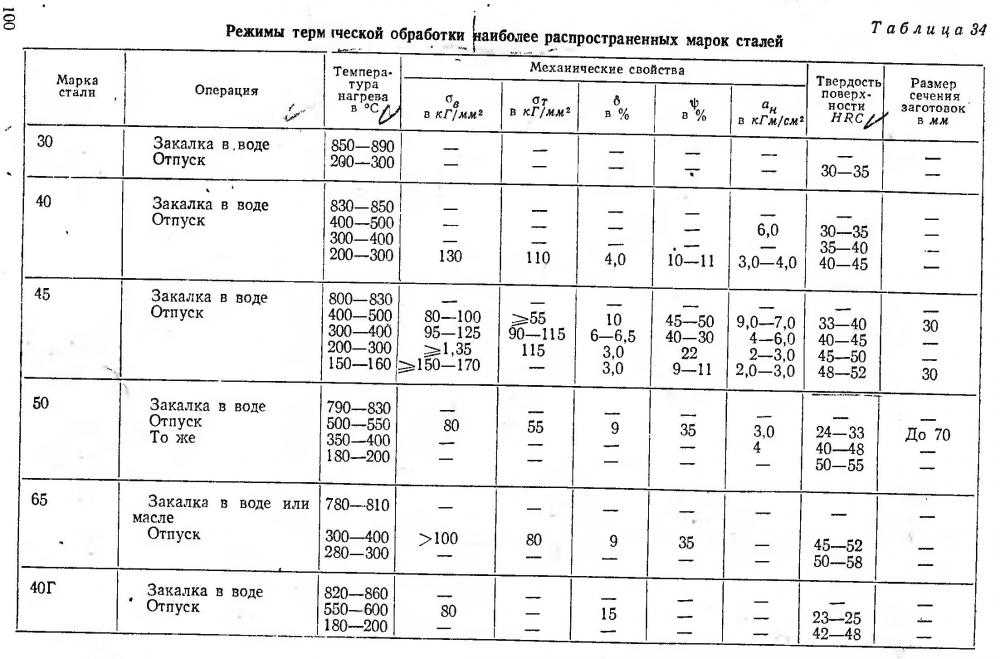
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
Механические свойства стали 40Х в зависимости от температуры отпуска
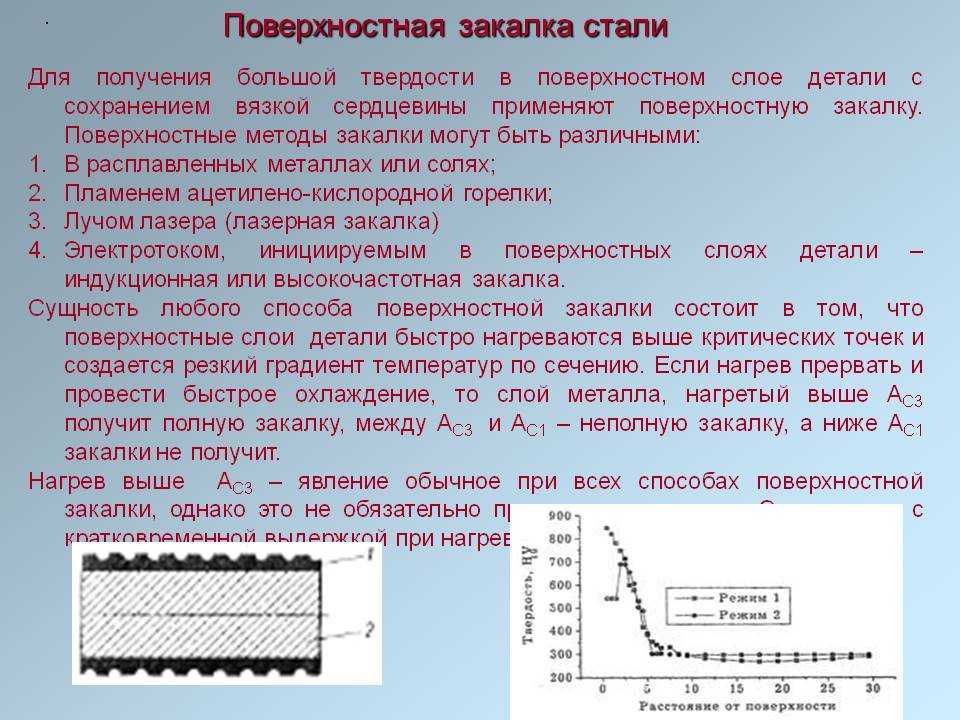
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Читать также: Стержень клеевой для термопистолета
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.

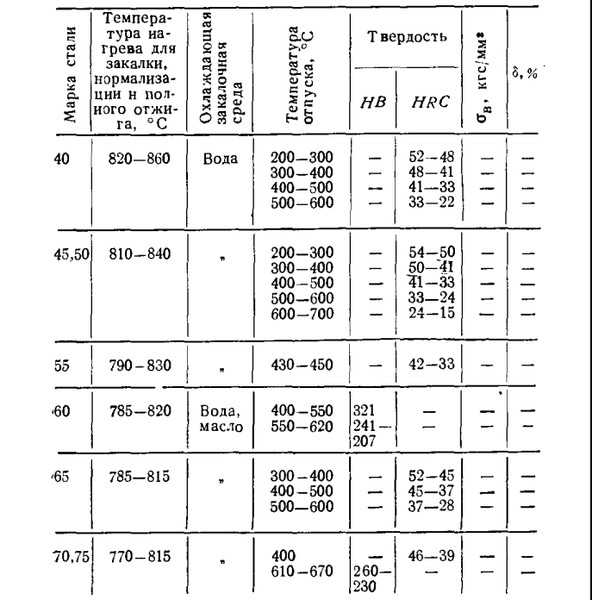
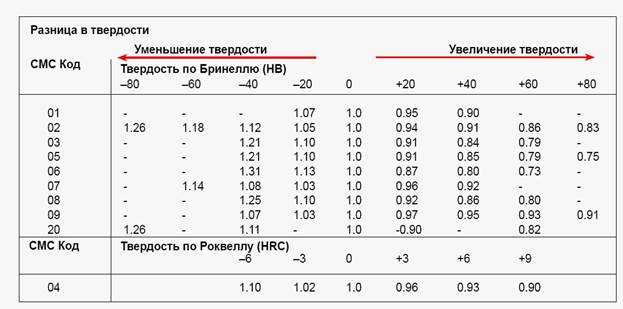
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.

Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
![]()
Механические свойства стали 40Х в зависимости от температуры отпуска
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Читать также: Ручной инструмент для обработки металла
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Химический состав стали
Основные показатели химического состава Стали 40Х оговорены в её маркировке – от 0,36 до 0,44%, а буква Х означает присутствие легирующего элемента – хрома, доля которого в составе от 0,8 до 1,1%. Ниже приведён полный состав:
- железо (Fe) – до 97%;
- кремний (Si) – от 0,17 до 0,37%;
- марганец (Mn) – от 0,5 до 0,8%;
- никель (Ni) – до 0,3%;
- сера (S) – до 0,035%;
- фосфор (P) – до 0,035%;
- хром (Cr) – от 0,8 до 1,1%;
- медь (Cu) – lдо 0,3%;
Существующие ГОСТы на Сталь 40Х
Ввиду большого разнообразия существующего проката и заготовок из Стали 40Х, качество и характеристики всего выпускаемого ассортимента регламентируются следующими ГОСТами:
- круг Саль 40Х ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный;
- круг Сталь 40Х ГОСТ 7417-75 круг (пруток) калиброванный;
- круг Сталь 40Х ГОСТ 14955-77 круг (пруток) со специальной отделкой поверхности (серебрянка);
- шестигранник Сталь 40Х ГОСТ 2879-2006 (ГОСТ 2879-88) шестигранник горячекатаный;
- шестигранник Сталь 40Х ГОСТ 8560-78 шестигранник калиброванный;
- лист Сталь 40Х ГОСТ 19903-74 прокат листовой горячекатаный;
Сталь 40Х. Механические свойства
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | НВ, не более |
| 4543-71 | Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло | 25 | 780 | 980 | 10 | 45 | 59 | ||
| 8479-70 | Поковки: | 500-800 | 245 | 245 | 470 | 15 | 30 | 34 | 143-179 |
| нормализация | 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 | |
| закалка, отпуск | 500-800 | 275 | 275 | 530 | 13 | 30 | 29 | 156-197 | |
| нормализация | до 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
| 100-300 | 14 | 35 | 34 | ||||||
| закалка, отпуск | 300-500 | 315 | 315 | 570 | 12 | 30 | 29 | 167-207 | |
| 500-800 | 11 | 30 | 29 | ||||||
| нормализация | до 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 17 | 40 | 54 | |||||
| 300-500 | 14 | 38 | 49 | ||||||
| закалка, отпуск | до 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | |
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 |
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (кДж / м2) | HB |
| Закалка 840-860 °С, вода, масло. Отпуск 580-650 °С, вода, воздух. | ||||||
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
Механические свойства Стали 40Х в зависимости от температуры отпуска
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | HB |
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 |
Механические свойства при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| Закалка 830 °С, масло. Отпуск 550 °С | |||||
| 200 | 700 | 880 | 15 | 42 | 118 |
| 300 | 680 | 870 | 17 | 58 | |
| 400 | 610 | 690 | 18 | 68 | 98 |
| 500 | 430 | 490 | 21 | 80 | 78 |
| Образец диаметром 10 мм, длиной 50 мм кованый и отожжённый. Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с | |||||
| 700 | 140 | 175 | 33 | 78 | — |
| 800 | 54 | 98 | 59 | 98 | |
| 900 | 41 | 69 | 65 | 100 | |
| 1000 | 24 | 43 | 68 | 100 | |
| 1100 | 11 | 26 | 68 | 100 | |
| 1200 | 11 | 24 | 70 | 100 |
Предел выносливости
| σ-1, МПА | J-1, мПа | n | Состояние стали |
| 363 | 240 | 106 | σв=690 МПа |
| 470 | 106 | σв=690 МПа | |
| 509 | 5*106 | σ0,2=690 МПа, σв=690 МПа | |
| 333 | σв=690 МПа | ||
| 372 | Закалка 860 °С, масло, отпуск 550 °С |
| Т= +20 °С | Т= -25 °С | Т= -40 °С | Т= -70 °С | Термообработка |
| 160 | 148 | 107 | 85 | Закалка 850 °С, масло, отпуск 650 °С |
| 91 | 82 | 54 | Закалка 850 °С, масло, отпуск 580 °С |
Нормативная документация
ГОСТ 82-70.Прокат стальной горячекатанный широкополосный универсальный.Сталь 40Х.
ГОСТ 103-76.Полоса стальная горячекатанная.Сортамент.Сталь 40Х.
ГОСТ 1051-73.Прокат калиброванный.Общие технические условия.Сталь 40Х.
ГОСТ 1133-71.Сталь кованая круглая и квадратная.Сортамент.Сталь 40Х.
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали.Технические условия. Сталь 40Х.
ГОСТ 2590-88.Прокат стальной горячекатанный круглый.Сортамент.Сталь 40Х.
ГОСТ 2591-88.Прокат стальной горячекатанный квадратный.Сортамент.Сталь 40Х.
ГОСТ 2879-88.Прокат стальной горячекатанный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 7417-75.Сталь калиброванная круглая.Сортамент.Сталь 40Х.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.Сталь 40Х.
ГОСТ 8559-57.Сталь калиброванная квадратная.Сортамент.Сталь 40Х.
ГОСТ 8560-78.Прокат калиброванный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 10702-78. Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия. Сталь 40Х.
ГОСТ 13663-86 .Трубы стальные профильные.Технические требования.Сталь 40Х.
ГОСТ 19903-74. Прокат листовой горячекатаный. Сортамент. Сталь 40Х.
ГОСТ 4543-71
При производстве стали изготовители руководствуются нормами ГОСТ 4543-71. Он определяет технические условия на прокат из легированной конструкционной стали. Его нормы распространяются на такие виды проката, как слитки, поковки и пр.
ГОСТ 4543-71 даёт чёткую классификацию конструкционных легированных сталей. В соответствии с ней сталь марки 40Х относится к группе хромистых сталей.
В этом же документе определены параметры качества, то есть, определяет максимально допустимое количество примесей, которые влияют на технические характеристики конструкционной легированной стали. К таким примесям относят серу, фосфор, медь и некоторые другие.
Кстати, в этом же документе определены режимы термической обработки проката.
Массовая доля элементов стали 40Х по ГОСТ 4543-2016
| C (Углерод) |
Si (Кремний) |
Mn (Марганец) |
P (Фосфор) |
S (Сера) |
Cr (Хром) |
Mo (Молибден) |
Ni (Никель) |
V (Ванадий) |
Ti (Титан) |
Cu (Медь) |
N (Азот) |
W (Вольфрам) |
Fe (Железо) |
| 0,36 — 0,44 | 0,17 — 0,37 | 0,5 — 0,8 | < 0,04 | < 0,04 | 0,8 — 1,1 | < 0,11 | < 0,3 | < 0,05 | < 0,03 | < 0,3 | < 0,012 | < 0,2 | остальное |
CE = C + Mn/6 + (Cr + Mo +V)/5 + (Ni + Cu)/15. Химический состав может быть изменён по договорённости. Эм = 0,3Cr + 0,5Ni + 0,7Cu. Для цементируемых сталей допускается Al > 0,02. Содержание P может быть изменено по согласованию. По согласованию: Ca < 0,003.
Учитывая сложность производства данной стали, точный процент содержания углерода не определён, и колеблется в диапазоне 0,36 % — 0,44 %. Основная легирующая добавка – хром, от 0,8 % до 1,1 %. Именно этот элемент формирует основные характеристики сплава. Несмотря на то, что содержание никеля, марганца и кремния невелико – до 1,0 %, они влияют на свойства стали при эксплуатации изделий из неё.
Небольшое содержание меди (до 0,035 %) существенного влияния на характеристики не оказывает. Концентрация вредных добавок (серы, фосфора) находится под строгим контролем.
Заключение
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.