
Принципы выбора
При покупке нужно обратить внимание на ряд критериев:
- Форму, размеры клинка. Кухонный инструмент должен быть острым, тонким, без дополнительных элементов. Метательный клинок должен иметь острый конец, точку баланса посередине. У охотничьих и походных ножей должно быть широкое лезвие.
- Назначение (кухонный, походный, боевой, метательный, складной). Выбор зависит от сферы применения клинка.
- Допустимые по закону размеры, наличие запрещенных элементов. Получить информацию можно из государственных документов.
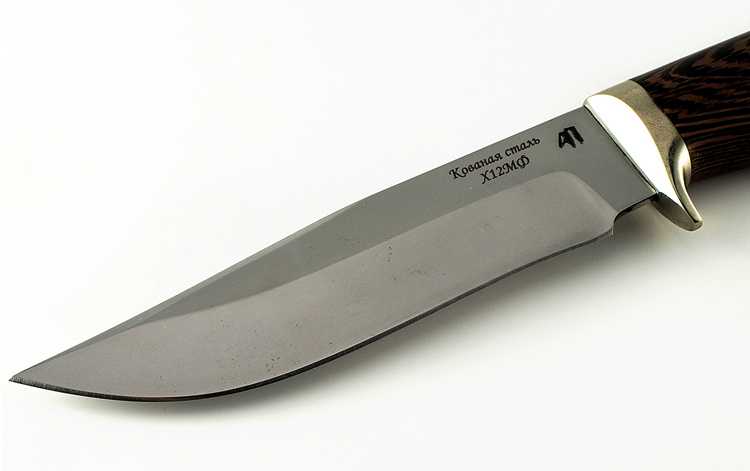
Боевой клинок (Фото: Instagram / sturmoff)
Преимущества и недостатки
Положительные стороны:
- прочность;
- долговечность;
- надежность;
- износоустойчивость;
- привлекательный вид.
Недостатки:
- высокая цена;
- большая масса.
Производители и стоимость
Производители кованых ножей:
- «Донская оружейная фабрика»;
- «Железные братья»;
- «Русский витязь».
Заточка ножа
Работа над ножом из рессоры практически завершена, осталось только заточить его. Для этого используют:
- бруски;
- мусаты;
- точильные станки;
- механические точилки;
- электрические точилки;
Действительно хорошие результаты получают применяя брусок или электрическую точилку. Чтобы хорошо заточить нож с помощью бруска или точильного камня понадобится не мало времени. Если на обычный кухонный нож достаточно потратить около получаса, то выравнивание и заточка длинного кованого ножа может занять несколько дней.
Для лучшего контроля процесса заточки точильный камень помещают на устойчивую горизонтальную поверхность. Оптимальный его размер – примерно в полтора раза длиннее лезвия. Начинать заточку требуется грубым точильным камнем, с крупным зерном. Продолжать надо до тех пор, пока не появится заусенец. После этого берётся мелкозернистый камень, далее процесс продолжается с его помощью. Чтобы самодельный нож из рессоры стал острым, а заточка держалась долго, надо соблюдать следующие правила:
движение осуществляется путём поступательных перемещений ножа вдоль бруска – режущей частью вперёд;
конец бруска и конец лезвия должны «встретиться». Нужно синхронизировать смещение ножа поперёк бруска (от ручки к лезвию) и перемещение ножа вдоль бруска;
плоскость клинка и поверхность бруска должны составлять угол от 20 до 25 градусов – это универсальный угол заточки
В зависимости от назначения ножа, угол может меняться, но важно, чтобы он удерживался постоянным всё время пока происходит затачивание ножа;
В конце необходимо провести шлифовку лезвия, чтобы надолго сохранить нож острым. Для этого берётся точильный камень с самым мелким зерном. Затем аккуратно, чтобы не испортить уже сделанное, снимается заусенец.
Заточка — процесс требующий терпения и внимательности. Навык приходит только с опытом, поэтому все, кто не хочет ждать, могут воспользоваться электрической точилкой. Это сэкономит время, а также позволит сохранить ножи в превосходном состоянии.
Изготовление ножа — это процесс сложный, требующий внимания, концентрации, тщательности, навыков работы с металлом. Но труд не будет напрасным, ведь в итоге получится прекрасное изделие, созданное своими руками. Чем с большей любовью и старанием мастер подходил к делу, тем лучше будет изделие. Даже новичок, если окажется терпелив и настойчив, сможет овладеть навыками и тоже станет гордиться результатами своей работы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Умельцы ножевого ремесла, ухитряются выполнять клинки из чего угодно. Завалялась железяка в сарае – пара дней работы, клинок готов. Не удивляться таким людям просто нонсенс. Неизменно отдельные изделия получаются произведением искусства. А нож из рессоры – выглядит уникально по-своему. Освятим тему кропотливого труда мастера.
Недостатки и минусы
В основном все косяки ножа с такой сталью связаны с плохим производством. Поэтому тщательно выбирайте компанию-производителя, иначе результат будет печальный. Поэтому лучше для покупки выбрать известную фирму с хорошими отзывами, чем сомнительную конторку, о которой никто ничего не знает. Ведь хорошо обработанная сталь — залог качества, иначе вы потеряете свой нож при первой попытке открыть банку консервов.
И так, давайте выделим несколько минусов:
- При неправильном уходе за сталью в скором времени может появиться ржавчина.
- Если во время производства не были соблюдены правила изготовления, то клинок легко сломается.
- Опять же из-за плохого изготовителя может быть плохая острота клинка.
- Если не контролировать соприкосновение ножа с влагой, то начнется коррозия.
- Хрупкость. Поэтому не рекомендуется метать, швырять и т.д.
А вот чтобы нож прослужил длительное время нужно правильно ухаживать за ним. Вот несколько основных правил эксплуатации:
Делаем нож из рессоры своими руками
Отслужившие свой срок рессоры обычно выкидывают на улицу. Поэтому найденный материал перед началом работы очищают от грязи и ржавчины. Выгнутые листы выправляют нагреванием до красного каления с медленным остыванием до температуры окружающего воздуха. Чтобы первый блин не получился комом, нужно знать последовательность как из рессоры делают нож.
Заготовка клинка
За счет того, что ковка повышает прочность металла, ножи, сделанные этим способом, будут надежней и долговечней. Сначала из рессоры вырезают заготовку по размерам близкую к профилю будущего клинка. Этот способ выбирают, когда из рессоры делают кованые топоры, мечи, длинные мачете. После нагрева до красного каления ковкой придают металлу нужную форму и ширину, заостряют конец, делают скосы для лезвия. После окончания работы заготовку оставляют медленно остывать.
Минусы
Основной недостаток – из-за низкого содержания хрома сплав подвержен коррозии. Чем выше температура, тем быстрее проходят деструктивные процессы.
Другие минусы:
- Тонкая острая режущая кромка, даже при незначительном надавливании, приводит к повреждению мягких тканей – высокая вероятность причинения травм, не подходит для тропических фруктов с нетвёрдой кожицей, твёрдой костью (манго, авокадо – риск попадания сколов кости в мякоть).
- Качество заточки снижается при частом одномоментном охлаждении – резкое высвобождении энергии вольфрама воздействует на атомы других элементов кристаллической решётки.
- Потеря качества заточки при прекращении эксплуатации на длительный срок.
- Потеря свойств при длительных воздействиях отрицательных температур в среде с высокой влажностью. сокращение срока эксплуатации при обледенении разморозки. если такое случилось – постепенно размораживать в маслянистом некислотном растворе. аккуратно очистить от налёта. во время первой, после избавления от наледи, эксплуатации, нагревать постепенно.
- Сложность ручной обработки – без токарного оборудования затруднительно самостоятельно заточить клинок.
- При ручной заточке не рекомендуется резать песочное тесто – 1 край крошится, другой стягивается.
- Вопреки основному целевому назначению, ручная быстрая резка без надлежащей подготовки может привести к получению травмы. Это касается и работы не под прямым углом.
- Такими ножами не получится отделять продукты разнородной плотности (филе рыбы от кости).

Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.

Температура заготовки в зависимости от цвета при нагреве
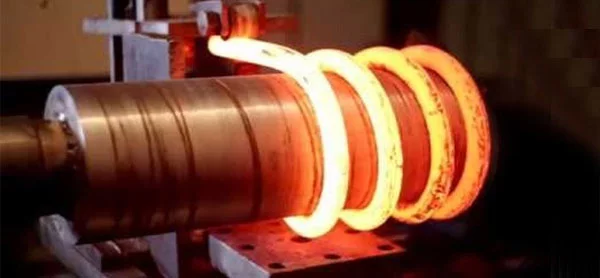
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.










Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы: Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Применение рессорной стали для изготовления ножа
Пружинный материал 65Г применяют для изготовления ножей ножеделы любители. Благодаря уникальным характеристикам металл находит своё применение в различных сферах.

Рессорная сталь.
Клинки для кухни, охоты, туризма – все показывают отличные режущие качества. При особой надобности, реально выковать меч либо топор. После закалки сталь приобретает хорошую жёсткость, что позволяет изделием рубить. Примеры использования рессорной стали:
- Кухонный нож. В не лучшие времена для страны, после распада СССР, не все люди могли позволить себе хороший кухонный набор ножей. Приходилось выкручиваться. Рессоры и пластины из стали 65Г были легкодоступны. На кухнях постсоветского пространства часто встречались самодельные изделия. Рукоять изготавливали из подручного материала: дерево, простая эпоксидка, и изолента – не мешали ножам оставаться на высоте.
- Туристический нож. Минус пружинного металла – он подвержен коррозии, требует постоянного ухода после использования. Нож подойдёт для применения в походных условиях. Важным моментом является закалка. При слабой – лезвие быстро затупится о консервную банку. Следует знать твёрдость ножа.
- Армейский. Тактические или в нынешнее время – армейские ножи, отлично справляются со своими обязанностями. Серрейторная заточка увеличит сферы применения клинка. Колющие удары выдерживает без проблем. В бытовых условиях бойцу или «выживальщику» станет ценным помощником.
- Топор, мачете или меч. Сплав 65Г и аналоги, позволяет изготовить действительно грозное оружие. Непременно толщина изделия играет немалую роль. Производя такой шедевр, необходимо запастись рессорой от грузовика, или раздобыть длинную пластину.
При правильной обработке металла мы гарантировано получим отличный клинок. Мало опыта с изготовлением изделий из стали, ерунда. Далее, в статье предоставим подробное описание изготовления ножей из рессоры, различными способами.
Автомобильные рессоры
Автомобильные рессоры работают как пружины. Их задача – работа на изгиб, а не на растяжение – сжатие. Листы изделия обеспечивают жесткость, возвращая нагруженную деталь в исходное состояние. Рессоры – довольно жесткая конструкция, в которой дополнительные листы укрепляют самые нагруженные места.
Это сделано для распределения равномерной нагрузки по всей длине изделия, что крайне важно в условиях российского бездорожья. Автомобильные стремянки служат для крепления рессор к мостам грузовых автомобилей и улучшают жесткость всей конструкции

Стремянки автомобильные должны соответствовать проектным нагрузкам по толщине и прочности. Материал изделия – высокопрочная сталь, которая не сломается и не будет деформироваться от нагрузок. Резьба краев стремянки и ее изгибы должны формой полностью соответствовать модели автомобиля. При перегрузке рессоры происходит ее разрушение
Поэтому очень важно правильно подобрать изделие для каждого грузовика
Применение рессорной стали
65Г считается одной из самых дешевых пружинных сталей. При этом она обладает рядом уникальных свойств, делающих ее незаменимой для создания пружин. Рессорная сталь для ножа содержит хром, никель, марганец, кремний. Эти элементы придают свойства, за которые изготовителями выбирается именно этот материал:
- хорошая гибкость;
- высокая ударная вязкость;
- твёрдость;
- износостойкость;
https://youtube.com/watch?v=jUsZKqIm2MQ
Термообработка играет большую роль в улучшении качеств материала. Сталь становится прочнее, повышается ее твердость. К сожалению, она недостаточно устойчива к коррозии – имеет обыкновение ржаветь. Но достоинства перевешивают недостатки и ее часто используют как материал для клинка.
Такие ножи применяют в самых разных сферах. В первую очередь в качестве кухонных – крепкие, прочные, долговечные – что ещё нужно для ежедневной работы на кухне и, например, для разделки мяса? Те же соображения заставляли охотников, рыбаков и туристов стараться заполучить в свой арсенал эту качественную «самоделку». Поэтому многие мастера делали на продажу туристические и охотничьи ножи.
Благодаря хорошим характеристикам стали, эти ножи были популярны среди военных. Солдаты срочной службы, имевшие доступ к инструментам для металлообработки, в кустарных условиях изготавливали армейские ножи.Со временем, изготовители начали замахиваться на более серьёзные изделия: топоры, мечи, мачете, катаны. Из-за хорошей ударной вязкости рессорные стали прекрасно подходят для ковки. Ковкой можно изготовить клинок любой формы, даже самой причудливой.
Технология закалки, отпуска пружинной стали
Чтобы получить металл с нужными физическими свойствами, применяется отпуск и закалка пружинной стали. Каждый из этапов имеет свои технологические особенности:
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +400-500 градусах
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.
Термическая закалка
Закалка пружинной стали проводится с учетом следующих параметров:
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).
Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.
Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.









Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +400-500 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.

Общие сведения о стали 65г
Такая сталь пользуется огромной популярностью из-за своей относительно низкой стоимости. Относится к пружинно-рессорному виду и отлично проходит процедуры воронения и чернения. Из-за своих особенностей применяется для изготовления метательных ножей, крайне редко используется для создания разделочных ножей. Связано это с тем, что такая сталь крайне быстро окисляется и покрывается ржавчиной.
Если говорить о закалке, то этот материал не боится перегрева. Однако, если температуры достаточно высокие, то ударная вязкость довольно быстро снижается, что в свою очередь неизбежно приводит к большому росту зерен в мелкой текстуре волокон.
Температура закаливания может быть разной (от 800 до 820 градусов Цельсия). Все зависит от сложности очертаний исходного изделия и показателей металла, необходимых для того или иного сценария использования.
За счет добавления Марганца, такой сплав еще называют раскисленной сталью, это касается абсолютно всех материалов, содержащих такой компонент. Свои свойства ножи приобретают в тех случаях, когда в процессе закаливания было достигнуто перлитное превращение.

Ковка топорика из уха автомобильной рессоры

Приветствую любителей поработать со сталью. Сегодня мы рассмотрим, как из бесполезной вещи сделать полезную, малыми затратами средств. Автор решил выковать из уха рессоры топорик, работать с таким исходным материалом мало кто берется, ведь его предстоит выровнять перед ковкой. Топорик у автора получился очень прочным, лезвие вышло настолько прочным, что автор легко рубит гвозди топором, а гвозди у нас восьмого номера. В изготовлении топор не сложен, но вам понадобится кузнечная печь, наковальня и как минимум молот. Автор работал с женой, чтобы побыстрее расковать такую массивную железяку в две руки. Да и не принято в Камбоджи водить жен по магазинам, их водят по кузням и они там помогают сделать для себя подарок. Так или иначе, если вас заинтересовал проект, предлагаю изучить его более детально!
Список материалов:
— ухо от рессоры; — дерево для накладок; — винты по дереву; — суперклей; — масло или лак для дерева (по желанию).Список инструментов: — печь и кузнечный инструмент; — болгарка со шлифовальными насадками; — ручная циркулярка или ножовка; — маркер; — дрель, шуруповерт. Процесс изготовления самоделки:
Шаг первый. Распрямляем ухо
Первым делом нам нужно распрямить ухо рессоры так, чтобы получилась пластина. Хорошенько раскаляем сталь до желтоватого свечения и приступаем к работе. Автор справился с задачей довольно легко, он просто забил в пень два стальных стержня и при помощи них разогнул ухо. Ну а далее ударами молоточка распрямляем ухо.
Шаг второй. Ковка профиля топорика
Ну а далее с помощью крепкой жены автор формирует нужный профиль топорика. Немного усилий и вот профиль топора готов. Благодаря ковке сталь стала тонкой и повысилась ее прочность.
Шаг третий. Устраняем дефекты
Шаг четвертый. Закалка

Шаг пятый. Рукоять Собираем рукоять для топорика, для начала нам понадобится из доски вырезать две накладки, подходящие по размерам. Сверлим в них отверстия и скручиваем на рукояти топора при помощи винтов, штифты и клей автор не использует.
Далее формируем нужный нам профиль рукояти путем шлифовки болгаркой и наждачной бумагой, а можно справиться и рашпилем. В завершении берем стружку и заделываем ей щели между рукоятью и накладками, заливая все сверху суперклеем. Финальная шлифовка и рукоять готова. Конечно, дерево хорошо бы защитить от воды лаком или маслом, иначе от воды накладки могут оторваться и растрескаться.
Шаг шестой. Заточка и испытания
На этом проект можно считать завершенным, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное, не забывайте делиться с нами своими идеями и самоделками!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
https://youtube.com/watch?v=AcSiORVnlHo
Стали углеродистые качественные конструкционные
Являются основным металлом для изготовления деталей машин (валов, шпинделей, осей, зубчатых колес, шпонок, муфт, фланцев, фрикционных дисков, винтов, гайек, упоров, тяг, цилиндров гидроприводов, эксцентриков, звездочек цепных передач и др.), которые при взаимодействии в работающей машине воспринимают и передают различные по величине нагрузки. Эти металлы хорошо обрабатываются давлением и резанием, льются и свариваются, подвергаются термической, термомеханической и химико-термической обработке.
Различные специальные виды обработки обеспечивают вязкость, упругость и твердость сталей, позволяют делать из них детали, вязкие в сердцевине и твердые снаружи, что резко увеличивает их износостойкость и надежность. Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь серебрянку, сортовую сталь, штамповки и слитки.
Таблица 3. Основные свойства стали углеродистой качественной конструкционной
| Марка | Механические свойства | Физические свойства | Технологические свойства | ||||||||||
| σт | σв | δ, % | ан Дж/см2 | НВ | γ, г/см3 | λ, Вт/(м ·°С) | α·106 ,1/°С | обрабаты-
ваемость резанием |
сварива-
емость |
интервал
температур ковки,°С |
пластичность
при холодной обработке |
*горяче-
катаная **отож- женная |
|
| МПа | |||||||||||||
| 08 | 196 | 324 | 33 | — | 126 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 10 | 206 | 321 | 31 | — | 140 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 15 | 225 | 373 | 27 | — | 145 | 7,82 | 770 | 11,9 | В | ВВ | 800-1250 | ВВ | * |
| 20 | 245 | 412 | 25 | — | 159 | 7,82 | 770 | 11,1 | В | ВВ | 800-1280 | В | * |
| 25 | 274 | 451 | 23 | 88 | 166 | 7,82 | 732 | 11,1 | В | ВВ | 800-1280 | В | * |
| 30 | 294 | 490 | 21 | 78 | 175 | 7,817 | 732 | 12,6 | В | В | 800-1250 | В | * |
| 35 | 314 | 529 | 20 | 69 | 203 | 7,817 | 732 | 11,09 | В | В | 800-1250 | В | * |
| 40 | 321 | 568 | 19 | 59 | 183 | 7,815 | 596 | 12,4 | В | У | 800-1250 | У | ** |
| 45 | 363 | 598 | 16 | 49 | 193 | 7,814 | 680 | 11,649 | В | У | 800-1250 | У | ** |
| 50 | 373 | 627 | 14 | 38 | 203 | 7,811 | 680 | 12,0 | У | У | 800-1250 | У | ** |
| 55 | 382 | 647 | 13 | — | 212 | 7,82 | 680 | 11,0 | У | Н | 800-1250 | Н | ** |
| 60 | 402 | 676 | 12 | — | 224 | 7,80 | 680 | 11,1 | У | Н | 800-1240 | Н | ** |
| Примечание. Н — низкая, У — удовлетворительная, В — высокая, ВВ — весьма высокая. |
Качественные конструкционные стали обладают более высокими механическими свойствами (ГОСТ 1050-88), чем стали обыкновенного качества, за счет меньшего содержания в них фосфора, серы и неметаллических включений. По видам обработки их делят на горячекатаную, кованую, калиброванную и серебрянку (со специальной отделкой поверхности).







Обозначение марки стали составляют из слова «Сталь» и двузначной цифры, которая указывает на среднее содержание углерода в сотых долях процента. Например, Сталь 25 содержит 0,25% углерода (допустимое количество углерода — 0,220,30 %), Сталь 60-0,60 % (допустимое количество -0,57-0,65%). Степень раскисления в марках спокойных сталей не отражается, а в марках полуспокойных и кипящих сталей, как и сталей обыкновенного качества, обозначается буквами «пс» и «кп» соответственно. В качественных конструкционных сталях всех марок допускается содержание серы не более 0,040% и фосфора — не более 0,035%.
Основные свойства углеродистой качественной конструкционной стали приведены в табл. 3, основное назначение — в табл. 4. Цвета маркировки приведены в табл. 5.
Таблица 4. Стали углеродистые качественные конструкционные, их основное назначение
| Марка стали | Основное назначение |
| Сталь 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементируемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| Сталь 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. |
| Сталь 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| Сталь 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валики и др.) |
| Сталь 50, 55 | Зубчатые колеса, прокатные валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| Сталь 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Таблица 5. Цвета маркировки стали углеродистой качественной
| Группа | Цвет краски |
| Сталь 08, 10, 15, 20 | Белый |
| Сталь 25, 30, 35, 40 | Белый и желтый |
| Сталь 45, 50, 55, 60 | Белый и коричневый |
Специфики пружинных сплавов
Высоко- и среднеуглеродистые виды этих сплавов упрочняются путем тонкой хладной деструкции, допускающей внедрение дробеструйных и гидроабразивных способов. При данном виде воздействия усилия остаточного сжатия наводят на плоскость изделий.
Фактически любая рессорная сталь (некорродирующая, без особых противокоррозионных свойств) должна пройти операцию сильного накаливания по сквозистой методике. Поэтому готовая металлопродукция по своему разрезу будет обладать структурой троостита.
Масленое закаливание при температуре 830–880 градусов, совмещаемая с отпуском при 410–480 градусах гарантирует повышения рубежа упругости – главнейшего рабочего свойства вышеперечисленных сталей. Зачастую употребляется и изотермическое закаливание, обеспечивающее не только высокую упругость, но еще и увеличенные данные пластичности, стабильности и вязкости вещества.
Некорродирующая лента и проволока из сплавов 70 и 65 в наибольшей степени часто употребляются для создания машинных пружин. В автотранспортной сфере также динамично используются кремниевые рессорные стали марки пружинной прокатки – 60С2А, 70С3А и 55С2. Они предрасположены к обезуглероживанию, что понижает характеристики их упругости и выносливости. Но за счет присадок хрома, ванадия и определенных составляющих все эти возможные опасности нивелируются.

Сферы применения рессорной прокатки самых ходовых марок стали:
- пружины для любых устройств и агрегатов Машино- и автомобиле-строительной областей – 55С2, 50ХГ, 50ХГА;
- тяжелонагруженные пружины – 60 С2Г, 60С2, 65С2ВА,60С2Н2А;
- износоустойчивые пружины круглые и плоские (употребляется полоса), действующие при повышенных вибрациях – 80, 75,85.
В завершение немного о недостатках
- нехорошей свариваемостью;
- трудность резки.
Источник статьи: https://solidiron.ru/steel/ressorno-pruzhinnye-stali-primenyaemye-v-promyshlennosti.html



